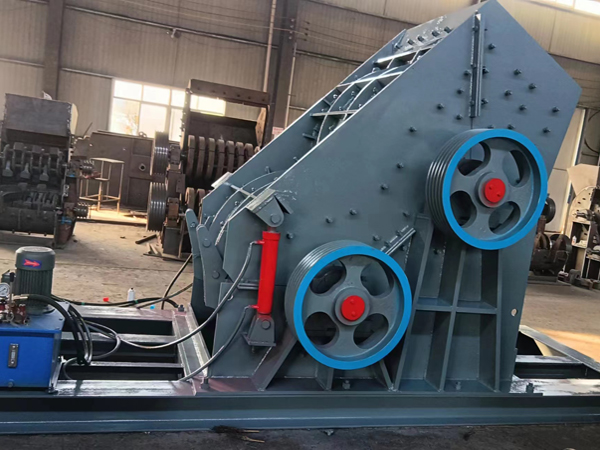
偏心軸是顎式破碎機(jī)的主軸,受有巨大的彎扭力,,采用高碳鋼制造,。偏心部分須精加工、熱處理,、軸承襯瓦用巴氏合金澆注,。偏心軸一端裝帶輪,另一端裝飛輪,。于顎式破碎機(jī)而言,,動(dòng)顎的擺動(dòng)次數(shù)由偏心軸的轉(zhuǎn)速?zèng)Q定。在一定范圍內(nèi),,偏心軸轉(zhuǎn)速增加,,破碎機(jī)的生產(chǎn)能力相應(yīng)的增加,但是,,當(dāng)動(dòng)顎擺動(dòng)超過(guò)一定限度時(shí),,再增加轉(zhuǎn)速,生產(chǎn)能力增加十分緩慢,,有時(shí)甚***還下降,。為了保證破碎機(jī)有***佳的工作能力,需要合理確定顎式破碎機(jī)偏心軸的轉(zhuǎn)數(shù)山東破碎機(jī)廠家給你提供雞樅改善偏心軸磨損辦法,。

1.堆焊軸頸表面
手工電弧焊堆焊軸頸表面,然后進(jìn)行切削加工,,以達(dá)到原設(shè)計(jì)的軸頸尺寸,。堆焊時(shí)應(yīng)正確選擇堆焊工藝,防止偏心軸彎曲變形,。堆焊時(shí)應(yīng)合理選用焊條,,焊條直徑要小,電流強(qiáng)度不宜太高,。堆焊后加工時(shí)應(yīng)選擇合理的定心基準(zhǔn),,以保持裝配后的運(yùn)轉(zhuǎn)精度。
2. 軸頸鑲套
將磨損的軸頸車(chē)光,,另外做1個(gè)鋼套,,鋼套的內(nèi)孔與軸頸應(yīng)是過(guò)盈配合(S7/h6),,外徑按原設(shè)計(jì)尺寸與公差加工。鋼套應(yīng)熱裝到軸頸上,。鋼套的厚度尺寸要滿(mǎn)足D-d>b,,D為鋼套外徑,d為軸頸直徑,,b為軸頸配合處軸承的厚度(銅瓦或巴氏合金的厚度),。
3. 將磨損的軸頸車(chē)光
在保證設(shè)計(jì)表面粗糙度的前提下,采用較小的加工量加工,,然后以加工好的軸頸尺寸及其偏差為基準(zhǔn),,按原設(shè)計(jì)的配合性能配制軸承。
偏心軸作為鄂式破碎機(jī)的重要組成部件,,在碎石生產(chǎn)中發(fā)生磨損和損壞現(xiàn)象是在所難免的,,若一旦發(fā)生磨損就將其報(bào)廢或更換成本較高,所以可以根據(jù)偏心軸不同部位的磨損程度分別采用不同的***手法,,節(jié)省成本,,延長(zhǎng)使用壽命,提高碎石效率,。




 魯公網(wǎng)安備37092302000160號(hào)
魯公網(wǎng)安備37092302000160號(hào)
 咨詢(xún)客服
咨詢(xún)客服
 咨詢(xún)報(bào)價(jià)
咨詢(xún)報(bào)價(jià)
 回到頂部
回到頂部